In this week’s blog, we’re going to discuss our experience processing hybrid material. When you’re trying to determine which laser to run preliminary sample testing, you must first consider these variables first:
Is your hybrid material uniformly or randomly distributed?
Randomly distributed composite will be more challenging and time consuming when developing a recipe.
Is the material composite similar or very different from each other?
When a material is significantly different from each other, there might be a need to develop very different processes to deal with each composite material. Sometime this requires 2 different laser types to accomplish all the objectives. NSI specifically designed the Dual Beam line to cater to this requirement.
What are the key objectives (Small HAZ, Smooth Walls, Controlled OD/ID, etc.) you’re trying to achieve in this laser process?
Knowing you must have and nice to have process output requirements is key in determining which laser system is best suited for you. Let’s take a comparison between Femtosecond and Nanosecond lasers.
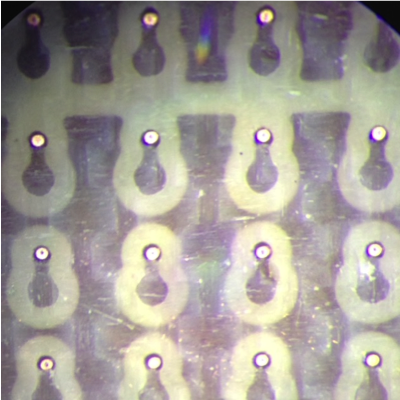
1. Throughput for fs lasers can be 3x less than ns lasers. To offset this throughput issues, we have utilized our dual beam laser systems. For large volume removal (holes >50 um diameter and >50 um depth) a ns laser could be used first to remove a large portion of the material and then a fs laser can be used for “clean-up” run.
2. For Ultrafast (ps or fs) lasers, assuming the total energy is the same, will have much higher peak power and energy density than the ns laser has. This will result with almost all the energy of the ultrashort pulse contributing to the material interaction and no heat generation or transferring onto the material.
3. Ultrafast lasers are significantly more expensive than ns lasers, usually 3x or greater.
Is your process critical enough to require an absorption test on the material?
When you’re having an issue accomplishing a specific output, you can consider sending the material to a lab to perform absorption testing to determine which wavelength and pulse width is best suited for each of your hybrid material.
Posted in: Blog